Technology
技術分享
Application of Catalytic Technologies at EfW Plant and Environmental Benefits Analysis
— Po-Yi Wu, Engineer at Taoyuan EfW Plant, ECOVE Environment Corporation, Group Resource Cycling Business — Jie-Chuan Liang, Principal Engineer at Taoyuan Airport EfW Plant, ECOVE Environment Services Corporation, Group Resource Cycling Business — Chien-Lung Cheng, Assistant Chief Engineer at Taoyuan Biomass Energy Center, ECOVE Environment Services Corporation, Group Resource Cycling Business
As global attention to sustainability continues to grow, the role of energy-from-waste (EfW) facilities has evolved from simple final stage treatment to becoming a core hub for energy and resource recovery. In the field of air pollution control, modern system design must not only maximize pollutant reduction efficiency, but also adopt a holistic approach that minimizes environmental dependency and overall impact. With over 30 years of experience in the EfW sector, CTCI’s Group Resource Cycling Business is the market leader in Taiwan and the only provider offering a fully integrated service chain—from upstream waste collection, waste recycling and reuse, to energy recovery through EfW, and downstream final disposal. Its proven expertise has also been successfully exported overseas. Currently, the Group operates 11 large-scale EfW facilities across Taiwan, accounting for more than 50% of privately operated capacity. It is also a leading adopter of advanced international technologies in EfW plant operations. To mitigate the environmental impact of nitrogen oxides (NOx) emissions, CTCI has actively applied selective catalytic reduction (SCR) systems at the plants it operates. This article highlights the advantages of SCR technology and how it has been implemented in EfW operations to advance resource cycling in practice.
Transition to Dry Systems for Reduced Environmental Impact
In the past, EfW facilities were limited by relatively low flue gas treatment temperatures (generally below 180°C) due to the need for other pollutant removal, which restricted the effectiveness of catalytic denitrification. However, driven by net-zero and water conservation trends, flue gas treatment processes have undergone significant transformation—from conventional semi-dry systems requiring water injection for cooling to dry systems that eliminate the need for cooling. This transition allows flue gas temperatures to remain within the optimal catalytic reaction range, creating favorable conditions for advanced denitrification technologies such as catalytic filter bag, ceramic catalytic filter tube, and SCR reactor applications. The adoption of catalytic technologies not only significantly reduces NOx emissions and environmental impact, but also lowers the consumption of chemical reagents (such as ammonia and urea), thereby reducing reliance on external resources and achieving a win-win outcome for resource efficiency and environmental protection.
From SNCR to SCR: Advancing Resource Efficiency and Emission Reduction
Selective non-catalytic reduction (SNCR) involves injecting urea or ammonia directly into the high-temperature furnace zone (approximately 850–1,100°C), where it reacts with NOx without the use of a catalyst. Due to limitations in temperature window and mixing uniformity, SNCR typically requires precise combustion control and excess chemical injection to meet emission standards. In contrast, SCR introduces catalysts (such as catalytic filter bags, ceramic filter tubes, or reactor-based systems) into the flue gas treatment process. The catalyst lowers the activation energy required for the reaction, enabling efficient NOx reduction at controlled temperatures. By selecting appropriate catalysts based on flue gas conditions, SCR significantly improves denitrification efficiency and reduces chemical consumption. From an environmental perspective, conventional SNCR systems achieve an average NOx emission concentration of approximately 83.1 ppm, whereas upgrading to SCR can reduce emissions to below 48.4 ppm, representing an improvement of about 41.7%.
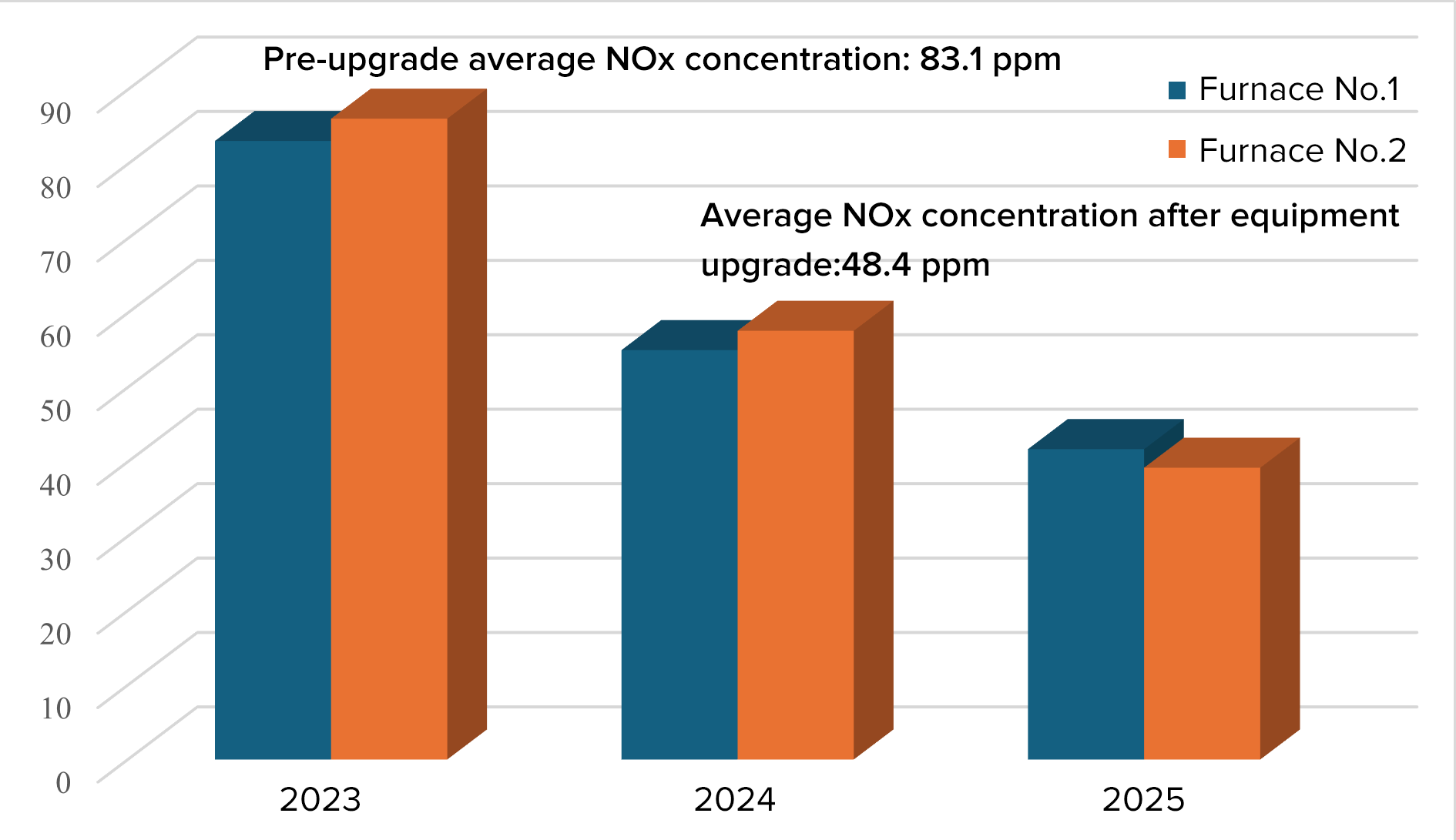
Comparison of Average NOx Emission Concentrations After Equipment Upgrade
In terms of reduced reagent consumption, SNCR systems exhibit relatively low ammonia utilization efficiency, requiring approximately 0.38 kg of ammonia per ton of waste to meet emission standards. After transitioning to SCR, improved ammonia utilization and catalytic conversion reduce consumption to approximately 0.1 kg per ton of waste.
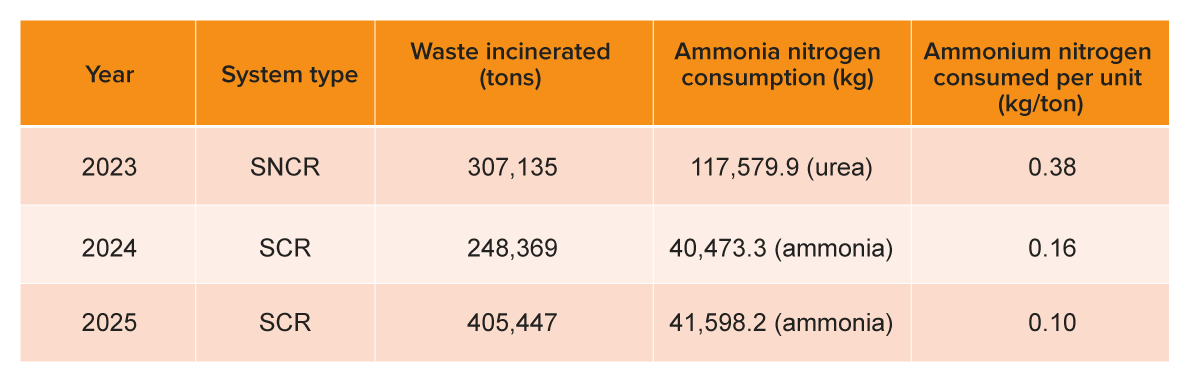
Comparison of Ammonia Consumption Before and After System Upgrade
With the shift from semi-dry to dry flue gas treatment systems, water injection for cooling is no longer required. This not only conserves water resources but also maintains flue gas temperatures within the optimal catalytic reaction range, creating ideal operating conditions for SCR systems. Such process optimization significantly enhances NOx removal efficiency while reducing chemical dependency and equipment load.
Considerations for Application of Catalytic Technologies at EfW Plants
Currently, catalytic denitrification technologies in practical applications at EfW plants can be categorized into three types: catalytic filter bags, ceramic catalytic filter tubes, and SCR reactor towers. 1.Catalytic Filter Bag (CFB): The primary advantage of catalytic filter bags lies in their ability to be directly integrated into existing baghouse systems, enabling simultaneous particulate removal, NOx reduction, and dioxin removal within a single unit. For facilities with limited space, this provides an effective retrofit solution without significant expansion of equipment footprint. In addition, filter bag replacement is relatively quick, reducing downtime and improving operational flexibility. However, their application requires strict operating conditions. To prevent catalyst poisoning, there are clear limits on sulfur oxides (SOx) concentration and operating temperature, and the process condition must be carefully controlled. Furthermore, catalytic filter bags are significantly more expensive than conventional filter bags, and they impose higher requirements on cage precision, surface treatment quality, and stitching strength. Improper design of support structures or cleaning mechanisms may shorten filter life and increase replacement costs. 2.Ceramic Catalytic Filter Tube (CCFT): Ceramic catalytic filter tubes use porous ceramic substrates embedded with catalyst materials, offering excellent high-temperature resistance and enabling simultaneous dust removal, denitrification, and dioxin treatment. Their high structural strength allows direct installation on existing tube sheets without additional support structures, reducing the risk of damage from mechanical friction. Compared to catalytic filter bags, CCFT systems have slightly more flexible temperature requirements, offering better operational adaptability under certain conditions. However, CCFTs have a narrower scope of application due to several reasons. Firstly, they are rigid and typically limited to lengths of around 3 meters, compared to the 5–6 meter filter bags commonly used in incinerators. This often necessitates redesign of the baghouse structure, increasing equipment size, spatial requirement, and capital cost. Additionally, due to the heat retention properties of ceramic materials, damaged tubes can only be replaced after system cooling, resulting in longer maintenance time and higher labor requirements. Their sensitivity to vibration also requires careful evaluation in environments with frequent start-stop cycles or high vibration to determine their durability and structural integrity. Overall, CCFT systems are suitable for high-temperature applications and large-scale retrofits but require comprehensive planning in terms of space and investment.
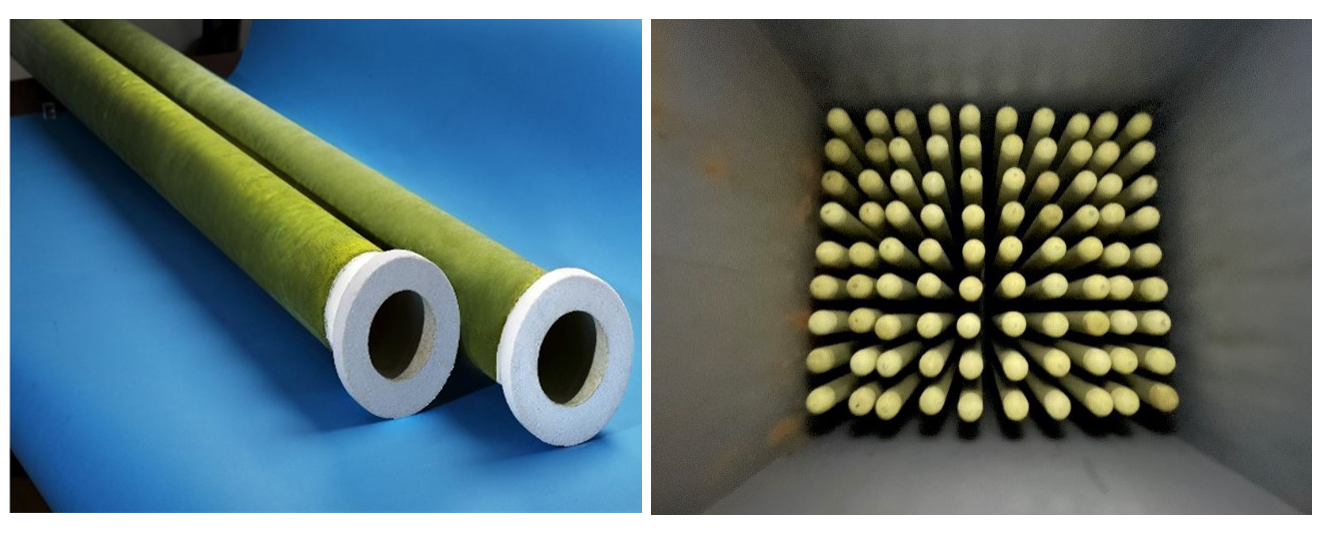
Filter Tube Installation
3.SCR Reactor Tower:
SCR reactor systems adopt an independent reactor design, where ammonia (or ammonia derived from urea decomposition) reacts with NOx on the catalyst surface. This is one of the most mature and efficient denitrification technologies, with stable performance in commercial operation.
To prevent catalyst poisoning or blockage by dust and acidic gases, SCR systems in incineration plants are typically installed downstream of the baghouse, ensuring that flue gas entering the reactor is already dust-free. This helps extend catalyst life and maintain long-term stability. Compared to integrated filter-based technologies, SCR systems require dedicated reactors and catalyst layers, resulting in larger equipment footprint and higher space requirements, which must be carefully evaluated for existing facilities.
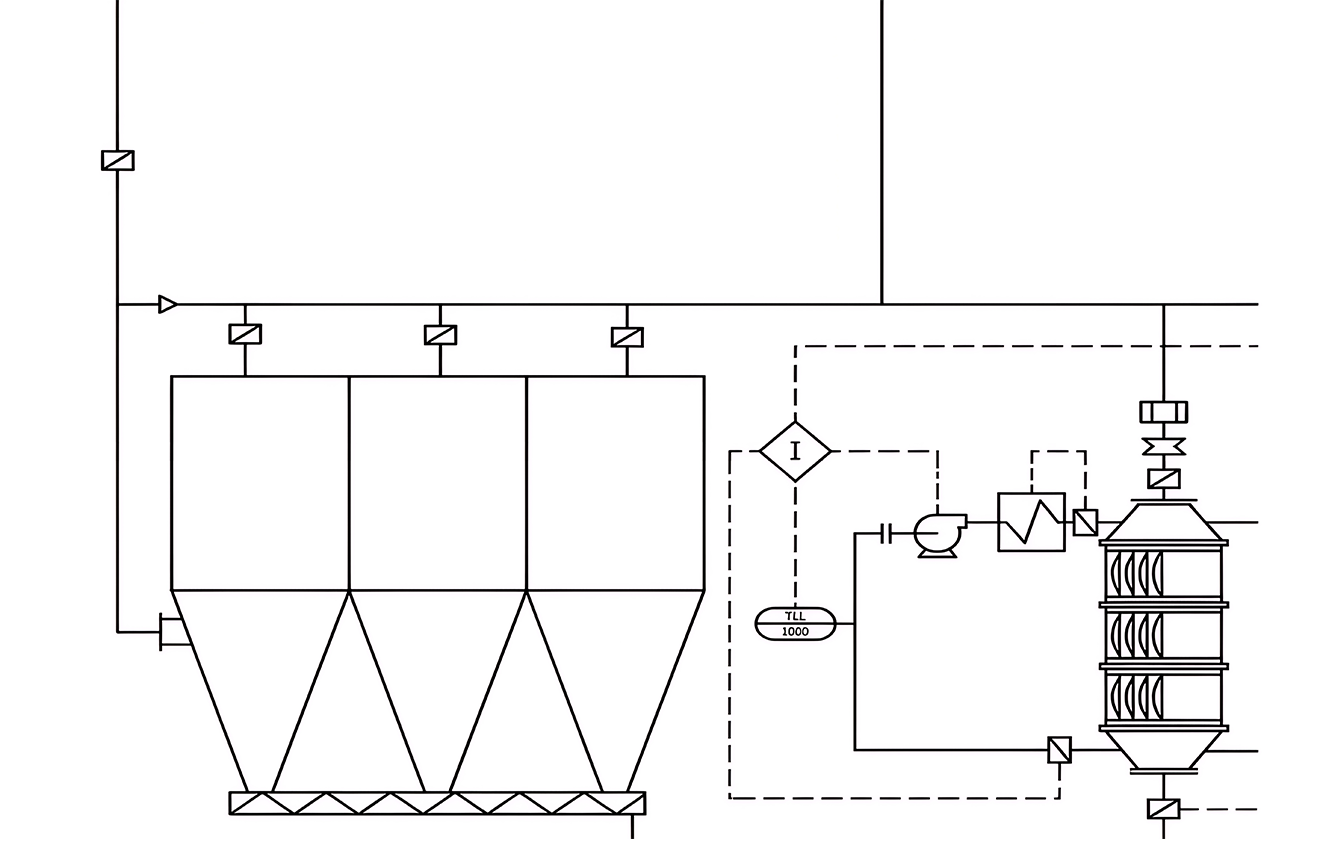
SCR Reactor Installed Downstream of a Baghouse
In addition, the inclusion of a reactor increases overall system pressure drop, meaning that the induced draft fan must work harder to push the flue gas through the system, hence requiring consideration of induced draft fan performance and energy consumption. While SCR systems involve higher initial investment, they typically incorporate spare catalyst layers, allowing staged replacement and regeneration. This extends service life, reduces the risk of full shutdown, and lowers long-term maintenance costs. Higher predictability of its maintenance cost in the long run makes SCR systems cost-competitive from a lifecycle perspective. In summary, SCR represents a high-efficiency, long-term stable solution, and its advantages in terms of technological maturity and cost-effectiveness are becoming increasingly evident under tightening environmental regulations and stricter emission requirements.
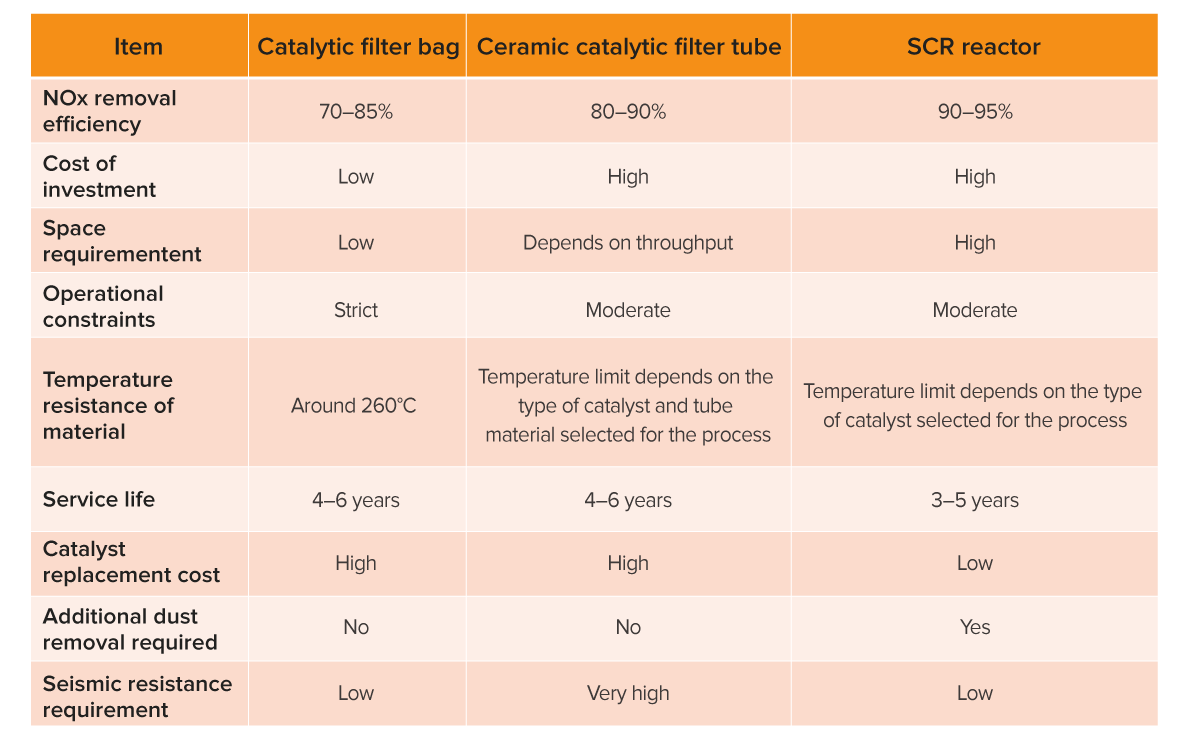
Comparison of Advantages and Disadvantages of Different Catalytic Technologies
Creating Multi-Win Outcomes for a Sustainable Future
Catalytic denitrification technologies efficiently convert NOx through catalytic reactions, significantly reducing air pollution, acid rain formation, and precursors to fine particulate matter (PM2.5). They play a critical role in improving air quality and protecting public health. In the context of sustainable development, these technologies not only help industries comply with regulations and ESG requirements, but also enhance energy efficiency through integrated combustion and pollution control—creating a multi-win scenario. However, their sustainability value ultimately depends on optimized reagent use, effective catalyst lifecycle management, and controlled energy consumption. CTCI’s Group Resource Cycling Business has long been committed to the research and application of SCR technology. Through systematic design and intelligent operation, it helps clients achieve the optimal balance between emission reduction, financial performance, and environmental responsibility—realizing its ESG vision as a “Guardian of Sustainable Earth.”