Technology
技術分享
STSP Water Reclamation Plant: World's First Water Reclamation Plant that Recycles and Reuses Industrial Wastewater for Chip-Making
— Ming-Chu Chin, Assistant Chief Engineer at Process Engineering Department, CTCI Corp., Group Engineering Business
As sustainability attracts global attention, one of the important aspects of sustainable development lies in developing new water sources. The Southern Taiwan Science Park (STSP) Water Reclamation Plant (“the Plant”) is the world’s first water reclamation plant that recycles the industrial wastewater and reuses it in the semiconductor process. The Plant, which is invested, designed, constructed, and will be operated for 20 years by CTCI under the Design, Build, Own, and Operation (DBOO) model, sources the raw water from the general wastewater treatment plant that is located inside the science park. Capable of producing 20,000 cubic meters of reclaimed water per day, the Plant offers a new source of water resource for the science park. Thanks to the unique wastewater treatment process employed in this project, the Plant does much more than recycling and reusing the industrial wastewater; it also helps save energy and reduce carbon emissions.
An Overview of Process and Equipment Units
Sourcing the effluent from the STSP Phase I Wastewater Treatment Plant, the Plant provides the reclaimed water to the owner’s chip fabs. To meet the owner’s quality requirement on the reclaimed water, the Plant is specially designed with green energy units and processes that generate less sludge, which can help address the water quality characteristics of the influent water, such as low organic pollutants, water hardness, ammonia nitrogen, and among other things. Key treatment units at the plant include the softening unit, biological treatment unit, ultrafiltration (UF) unit, reverse osmosis (RO) unit, the chemical coagulation units for concentrated water, and denitrification units. This combination ensures that the water quality at the final treatment unit meets the standards for reclaimed water, and that the wastewater discharge also complies with the water standards of the science park. Below is an overview of each unit’s characteristics:
1. Softening Unit
The purpose of this unit is to reduce the hardness of water to protect the subsequent membrane unit. Once the wastewater goes through the coagulation process, the solids in the wastewater is then separated from the liquid through precipitation. Traditionally, gravity settling tanks often rely on residence time and larger surface areas to increase the precipitation load. In our case, we employed an inclined plate precipitation tank instead, which utilizes stacked inclined plates to significantly increase the settling area. This reduces the required residence time for sedimentation to a fraction, effectively minimizing the equipment footprint and meeting the demand for processing large water volumes.
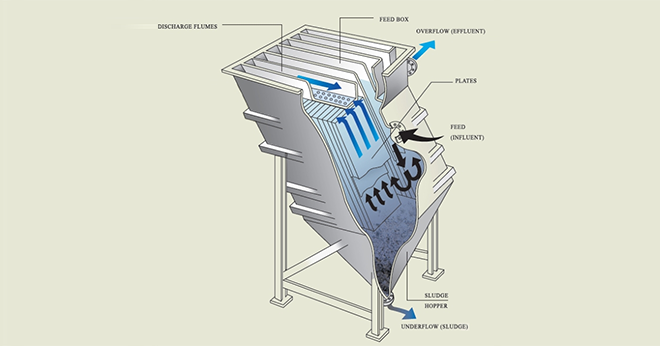
Photo Source: http://www.yi-chum.com.tw/? ID=12&ID2=1&idno=12
2. Sand Filtration Unit
The purpose of this unit is to take advantage of the retention, sedimentation and adsorption features of the filter media to purify water, as well as to intercept the suspended solids (SS) generated by the previous treatment unit for the subsequent UF unit to operate properly.

3. Biological Treatment Unit
The biological treatment unit is a unit with specifically designed biological treatment processes that target pollutant loading in the water. A suitable biological treatment unit that considers wastewater quality characteristics and the composition of pollutants can effectively reduce ammonia nitrogen and other biodegradable pollutants.
4. Ultrafiltration (UF) Unit The UF system consists of the UF unit and the chemical cleaning unit. Using hollow fiber membranes, suspended solids are removed, and some large organic molecules are blocked to prevent interference with the subsequent system. Once the water is treated through this process, the purity level of the recycled water reaches lower than 5 on the Silt Density Index (SDI). This unit is therefore a pretreatment unit for the Reverse Osmosis (RO) unit. The ultrafiltration unit helps separate larger particles that range between 20 and 1,000 angstroms (or 0.1μm maximum) in size. While all dissolved salts and smaller molecules may pass through the ultrafiltration membrane, solids such as colloids, proteins, microbial contaminants, and larger organic molecules are blocked. The molecular weight that ultrafiltration membranes can retain is mostly between 1,000 to 100,000. The pressure required to pass through the membrane medium is typically 15 to 100 psig, or equivalent to 1 to 7 barg. 5. Reverse Osmosis Unit (RO) The RO membrane is the tiniest membrane medium among all membrane filtration technologies, capable of blocking all dissolved salts, inorganic molecules, and organic molecules with a molecular weight greater than about 100, while allowing the water molecules to freely pass through, forming clean water. The removal rate of dissolved salts typically ranges from 95% to 99%. The pressure required for water to pass through the membrane medium varies from 75 psig (equivalent to 5 barg) for brackish water membranes to 1,200 psig for seawater membranes (equivalent to 84 barg). The purpose of the RO unit is desalination of raw water, where most inorganic salts, total organic carbon (TOC), microorganisms, among other things, are removed. The multi-stage design ensures the removal rate of ammonia nitrogen, as well as reduces the conductivity and total organic carbon. 6. Wastewater Coagulation and Precipitation Unit Before the plant’s wastewater is discharged, it undergoes pH adjustment, coagulation, and precipitation treatment to remove the concentration of suspended solids. 7. Denitrification Unit The high-concentration wastewater needs to undergo nitrate nitrogen removal treatment. This unit uses a biological treatment method, primarily through microbial reactions on carriers to achieve denitrification.

8. Sludge Dewatering Unit
The water-containing sludge generated by the treatment system is first pumped to the sludge storage tank. It is then dehydrated using a filter press dewatering machine to produce sludge cakes. The principle involves high-pressure squeezing for dehydration. After squeezing, solid-liquid separation occurs, which reduces the water contained in the cake and therefore decreases the volume of the sludge. This helps save drying and transportation costs. The whole unit can be automated for control, saving on manpower.

Photo Source: https://www.passal.com/tw/Double-Membrane%20Filter%20Press
Conclusion
The project discussed above marks the world's first water reclamation plant that regenerates the industrial wastewater for reuse in the semiconductor manufacturing process. Uniquely combining three major features, including circular use of water resources, green building, and energy conservation and carbon reduction, this project holds significant innovative value in terms of water resource development, reuse, and waste reduction technologies. Leveraging innovative technology and expertise in green engineering, CTCI meets the high standards of water purity required by the semiconductor industry while prioritizing environmental friendliness. The treated recycled water quality surpasses that of traditional biological treatment methods, significantly reducing energy consumption, minimizing sludge production, and achieving multiple environmental benefits such as energy conservation, carbon reduction, and reducing secondary pollution. This accomplishment stands as a major milestone in the reuse of water resources globally, realizing a win-win situation for both the economy and the environment.